We’ve had a couple readers ask us questions about Hardinge HC & HCT chucking machines and metal lathes. We recently made available some more manuals for these Hardinge chucking machines. We have Hardinge operator’s, maintenance, and parts manuals for many different vintages, and for the different manual and automatic threading units that were on some of these Hardinge lathes. The Hardinge chucker lathes were workhorses, and even a worn out Hardinge HC & HCT can easily hold tight tolerances. These also had the nickname Kodak Lathe, which is explained below.
Hardinge Brothers, Inc. History
1919 Hardinge Cataract Quick Change Lathe
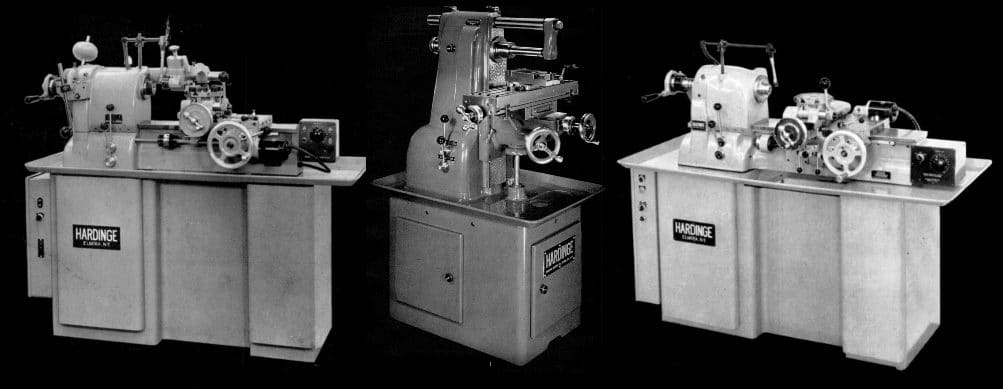
The American Hardinge Brothers’ origins go back to 1890 in Chicago, when Franklin and Henry Hardinge began developing watchmaker lathes. They purchased the Cataract machine line from Cataract Tool and Optical Co, in 1902. In 1931 Morrison Machine Products purchased Hardinge Brothers and moved them to Morrison’s operations in Elmira, NY. Hardinge Brothers, Inc. machines are well known for their superb quality and dependability. Their popular models are the HLV and the great HLV-H precision lathes. The HC and HCT chucking machines came after WWII. These models were also know as Kodak lathes, because Kodak wanted machines to help in the manufacturing of high quality lens rings, casing, and shells. The engineers from Eastman Kodak Company actually went down to Elmira, NY to work with the engineers at Hardinge to develop these lathes specifically to help with Kodak’s production. That was the original purpose of these lathes, but these lathes also turned out to be great on other jobs as well.
Hardinge HCT Lathe Pictures
We received several pictures from some readers looking for information and manuals for their HCT chucker metal lathes. The first set show a HCT with serial #26300, dated 1953. The cross slide was removed for repair and cleaning, and it is missing the threading attachment, which is the “T” in HCT.
Threading attachment shown above
Click pictures to enlarge
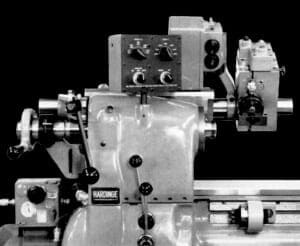
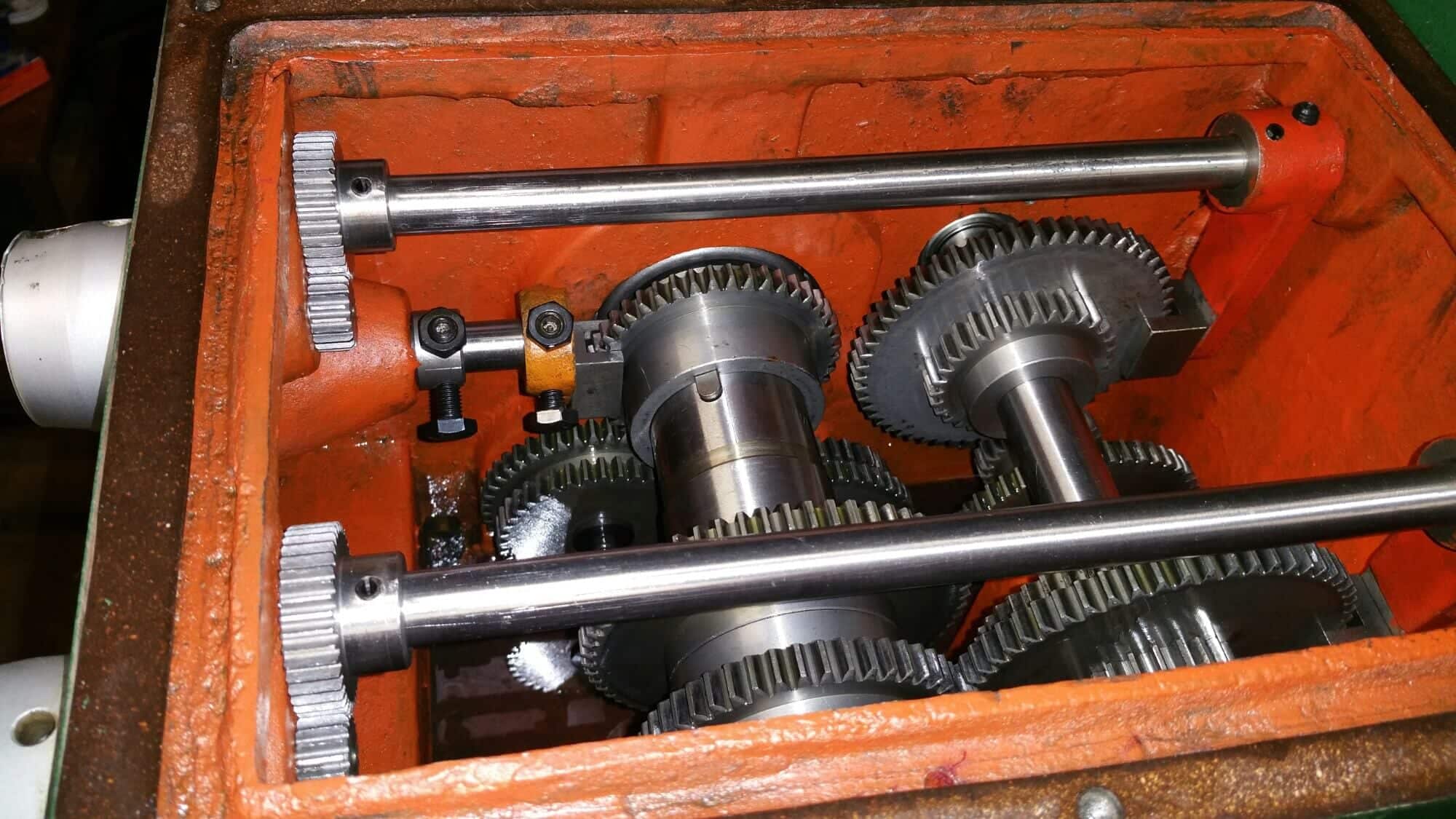
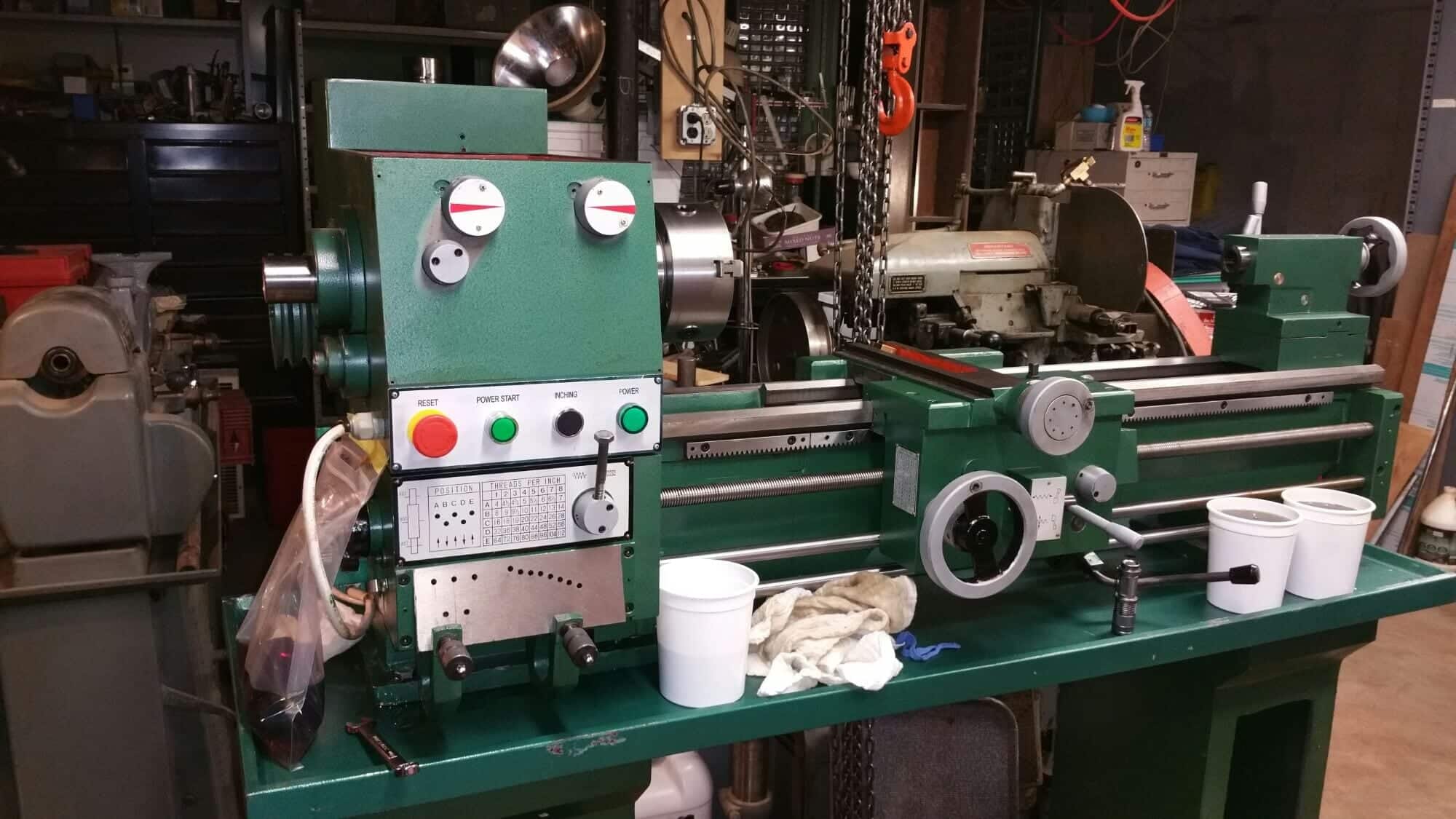
This next set of pictures is of a Hardinge HCT chucking metal lathe. I’m not sure what the serial number is, but it is the same vintage of HCT lathe as the one above. Obviously, someone has added a VFD at the top left for variable speed control later, and this one is also missing the threading attachment.
Hardinge Manual & Automatic Threading Unit Attachment
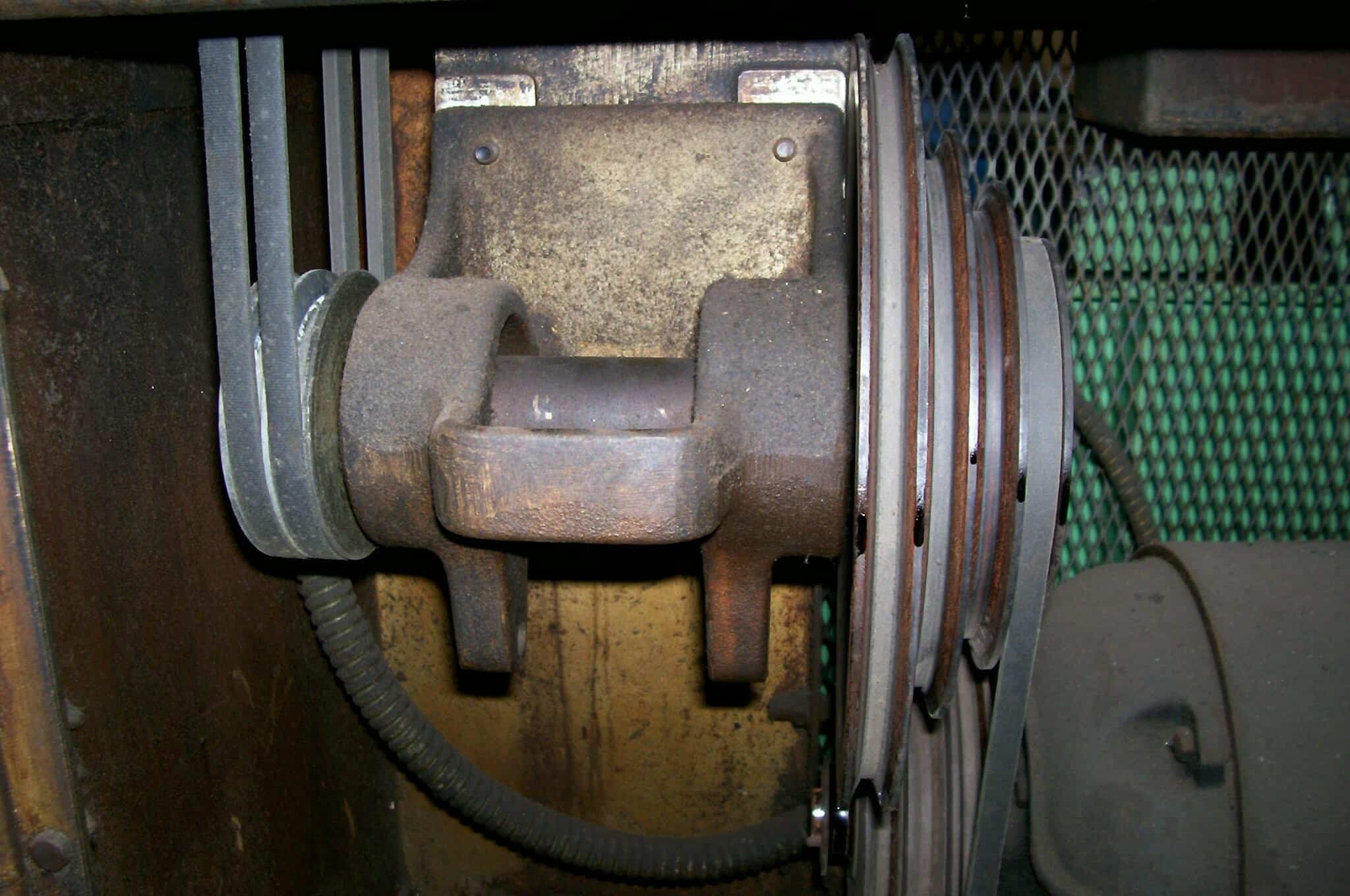
Hardinge made both a manual and automatic threading unit attachment for the chucker lathes, which were the HCT models. The Hardinge chucker lathes don’t have a quick change gearbox to switch feeds for different threads. Instead the Hardinge have a threading attachment unit that follows what is called a lead screw with a certain pitch that is placed on the back end of the spindle.
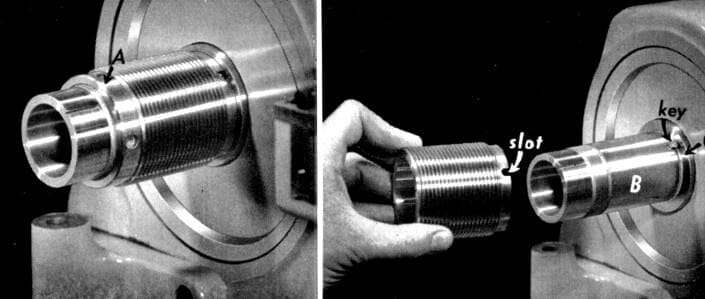
Lead Screw
Then you have to place the corresponding follower on the follower arm. This follows the lead screw which with the set pitch, and moves the tooling on the other side of the spindle so you can cut the threads. The following pitches for right-handed threads were standard: 12, 13, 14, 16, 18, 20, 24, 28, 32, 36, 40, 48, 50 and 60. Left-handed or special pitches could be custom ordered, and blank lead screws and followers were also sold so you could grind your own threads or leads.
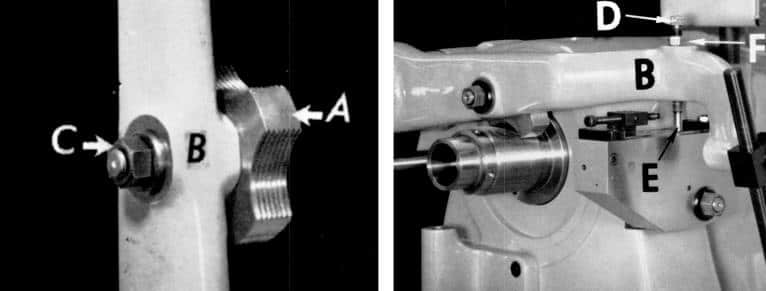
Follower and Follower Arm
Hardinge Lathe Catalog Information
Below are some excerpts from some Hardinge lathe catalogs about the HC and HC-AT that detail the specifications of these lathes. We also have Hardinge catalogs and bulletins in PDF format free to download here: Hardinge PDF Downloads
Operator’s, Maintenance, and Parts Manuals for Hardinge HC, HCT, and HC-AT
We have quite a few manuals available that cover the Hardinge HC, HCT, and HC-AT lathes. Here are some Hardinge manuals that would be useful for these models:
Our selection of Hardinge manuals have grown over the years, and we’ve always tried to provide the best quality Hardinge Lathe and Mill manuals possible. We were recently contacted by one of our customers Lee Backulich. He has collected Hardinge equipment for years, and has a lot of documentation on them.
He was quite impressed with the quality of our manuals, and offered to let us borrow some his Hardinge lathe and mill documents he had so we could share them with others. We also found out that he has a big selection of Hardinge lathe and mill parts that he has for sale. We’ve included his contact information below. After receiving the Hardinge documents from Lee, we decided to also go through our inventory of manuals we don’t have online, and pull out a bunch of Hardinge documents we’ve had laying around.
How often should I change the oil in my geared head metal lathe, and what oil should you use for the gears in the headstock? What’s the best way or how should I change the oil in the headstock of my metal lathe? We have a lot of customers that buy our metal lathe owner’s manuals looking for the answers to these questions. Some of the metal lathe manuals cover lubrication and oiling really well, some don’t hardly cover it at all, and some have outdated information. I’m going to share some of the tips, tricks and techniques we use in our shop with our geared head metal lathes that can be applied to most geared metal lathes in any shop, but, as always, I highly recommend a instruction manual.
Starting with some information about oiling your metal lathe is usually better than having none, and before you take my word on anything, you should always cross reference it with what your manual recommends. Plus, your lathe manual will hopefully include a chart with all the different points you should lubricate, and each model has it’s own points that don’t like to get dry.
How Often Do You Change the Oil in Your Metal Lathe Headstock?
I was doing research before I wrote this article on oiling your lathe, and I read through our huge selection of operator manuals from different manufacturers that cover intervals for how often you should change the oil in a geared head metal lathe. As you can imagine the time varies from one metal lathe company to another. A lot of them state that the oil should be changed out every 6 months, and a lot simply say keep the oil up to the fill line or top it off repeatedly.
“We never change the oil in the heads of our metal lathes in our shop”
Unless you are operating your geared head metal lathe 8 hours a day 7 days a week, you probably don’t need to drain your oil every 6 months in your metal lathe no matter what the model is. Honestly, we never change the oil in the heads of our metal lathes in our shop. My father and I are the only ones operating them, and we aware of the conditions of how they are being used. If your lathe is in an industrial environment, where you can’t keep track of the use by the different operators, it might not be a bad idea to change the oil once a year while you perform general maintenance on the lathe.
There are times when you do need to change the oil:
When we purchase a brand new or used lathe. Obviously you don’t know the history of a used lathe, but even a brand new lathe should be drained and cleaned out. You really can’t buy a new lathe made in the USA anymore. More than likely it is coming from Asia. We work 12 miles from Grizzly Industrial’s Springfield, MO showroom and warehouse. I’ve gone through hundreds of their new machines, and they all have metal filings and cast iron dust inside of them. Nothing against Asian machines, but just always make sure you clean them out before you use them.
When something goes “Clink-Clank”. If things aren’t sounding right inside your geared head metal lathe headstock, and you regrettably have to find some wrenches to take the cover off to see what is creating your new noise, you may need to change the oil in your headstock. It’s a lot easier to work on the inside of the headstock of your metal lathe without a pool of oil that you keep pulling your wrenches or flashlight out of.
How to Drain & Flush the Lubricant & Oil Out of a Geared Head Metal Lathe?
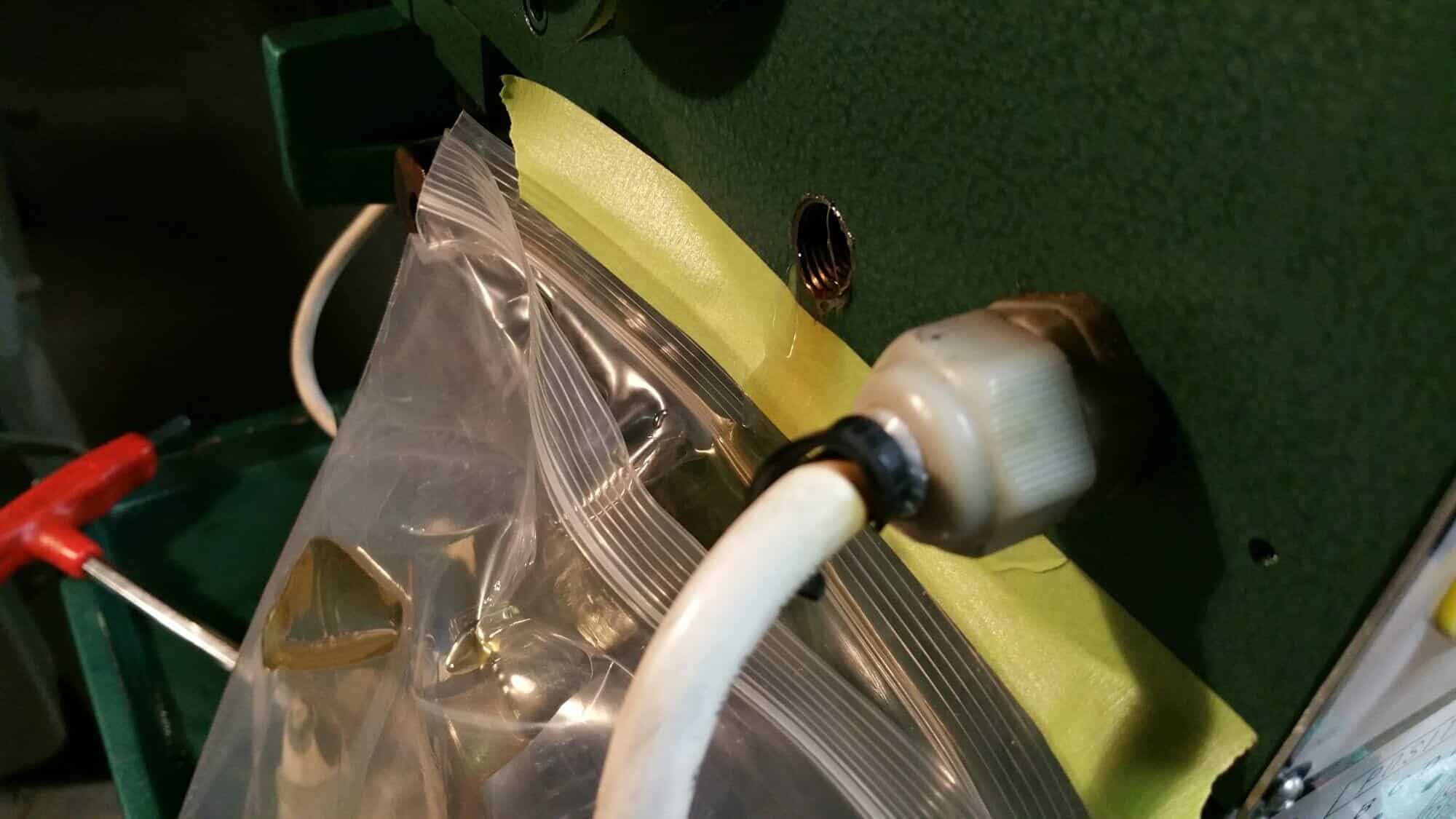
Most geared head metal lathes have a threaded plug at the bottom of the headstock. Generally they seem to be on the side opposite spindle, and hidden by the gear cover. These are usually just threaded holes in the casting without any sort of drain, funnel, or trough to keep the oil in your headstock from getting all over your metal lathe bench or chip pan when you open it. I’ve seen all sorts of methods to easily and cleanly collect the oil from the headstock. My personal favorite is the taped bag method.
Below is a Grizzly G4003 12″ x 36″ Gear-Head, Cam Lock Spindle, Gap Bed Metal Lathe that I was fixing up. A shaft that holds a gear was broken off at the warehouse, and I needed to replace it to get the metal lathe going again. So I needed to drain the oil in the headstock to replace this part.
The plug for the oil was on the bottom of the casting of the headstock on the opposite side of the main spindle. What I did was tape a one gallon Ziploc right below the plug of the oil drain. Once I take a wrench and unscrew the plug the oil runs right down the side of the headstock of the metal lathe into the bag. You need to make sure you use a large enough bag to capture all the oil in the headstock. If for some reason you misjudge it, you can always put the plug in and replace the bag, then repeat.
I find this to be the simple, and easiest process to capture the draining oil from a geared head metal lathe. Sometimes there may be a lot of particles or sludge in your headstock, and you may wish to flush it out. Before you start flushing out your heastock there are a few things that you should keep in mind. If’ it’s not very dirty, I would recommend not flushing the headstock out. Usually you have a bunch of open bearings inside, and it is better that the particles or sludge stay at the bottom or crevasses where they belong then risk getting a particle inside a bearing. It can only take one particle to mess up a good bearing at the stress and tension they are under.
If you do feel like your headstock should be flushed out, then this is the procedure I recommend. I would try to vacuum out everything and get in there with a brush to keep the particles out of the bearings. Then I would try a mixture of kerosene and oil. To flush out the headstock. If it is really bad, then you may need to use a water hose with pressure.
If you use water, you are going to want to let everything dry for a day or so. Then after the kerosene and oil flush, and letting it dry, you will want to turn every shaft individually by hand. We are trying to see if there is any dirt or particles in the bearings. So are going to want to do this slowly and with your most sensitivity. You are trying to feel for any hesitation in the bearings. The Standard Modern metal lathe manuals actually recommend you fill the headstock with an oil and kerosene mixture, and run the lathe without a load for a few minutes. When you are finished draining the oil, flushing and servicing your metal lathe, then you just need to fill it back up with the correct oil.
What Oil or Lubricant Should I Put in my Gear Headed Metal Lathe Headstock?
I always recommend that you check the manual of your lathe and go by what the manufacturer states. We have manuals here if you need one. But sometimes, if you have an old lathe, you get an old manual that has outdated information. Generally for most people that have a personal or small shop, I recommend non-detergent Mobil DTE Heavy/Medium 20 Sae Grade Circulating Machine Oil. This will suite most lathes just fine. Some metal lathe manuals I read do recommend 30 weight, but unless you are running your lathe 8 hours a day, it probably doesn’t matter a whole lot if you aren’t sure. You can pick up a gallon of this oil at Enco. I recommend getting on their mailing list, and waiting for a free shipping and percentage off sales. Either weight of oil should be fine, but you need to make sure your oil is non-detergent.
Detergent Vs Non-Detergent Oil for a Metal Lathe or Machine
You need to use non-detergent oil in almost every machine. What’s the difference? Detergent oils were introduced in the 1950’s. They have additives in them that are designed to suspend and trap particles. Detergent oils are what you put into a modern car with a oil filter. The idea is the suspension carries the particles to the filter, which is replaceable.
Non-detergent oils are just straight oil, and they let all the particles sink to the bottom. These are commonly used in small engines without filters like two stroke engines, lawnmowers, tractors, etc.. Since the headstock of our geared head metal lathe doesn’t have a filter, we want all the particles to sink to the bottom, and stay out of the gears and bearings.
Please let me know if you have any other recommendations, questions, or ideas about changing the oil your geared head metal lathe in the comments below.
Do you need an owner’s operator’s and parts manual for your geared head metal lathe?
We just added 19 new machinery catalogs and bulletins to our PDF Machinery Catalog Downloads section. These pdf tool catalogs added up to 712 scanned pages. We keep trying to add more to help people identify and learn more about their machines. Definitely bookmark us or check back at this blog. We always try to post every time we add a new batch of catalogs or new machine manuals to our inventory. FYI, we plan on adding a new batch of manuals this month as well.
This is what I got for my 65 birthday, today. What do you think?
This is an AXYZ model 4008 with an 4′ x 8′ table, and 7HP variable speed router spindle made by Perske in Germany. We plan to bypass the entire electronics, and use a board by CNC4PC, and set it up to run off Mach3, like the other CNC machines we’ve rebuilt. We’ll share more, once we start the rebuild process.
Found this document on The Woodworker’s Prayer in some Shopsmith documents. I liked it, and thought it was funny. So I scanned it in and to share it with all of you.
The Woodworker’s Prayer Lord, let those
who do not work in wood,
find something else
that’s half as good.
Let me know in the comments if you like this or what you think.
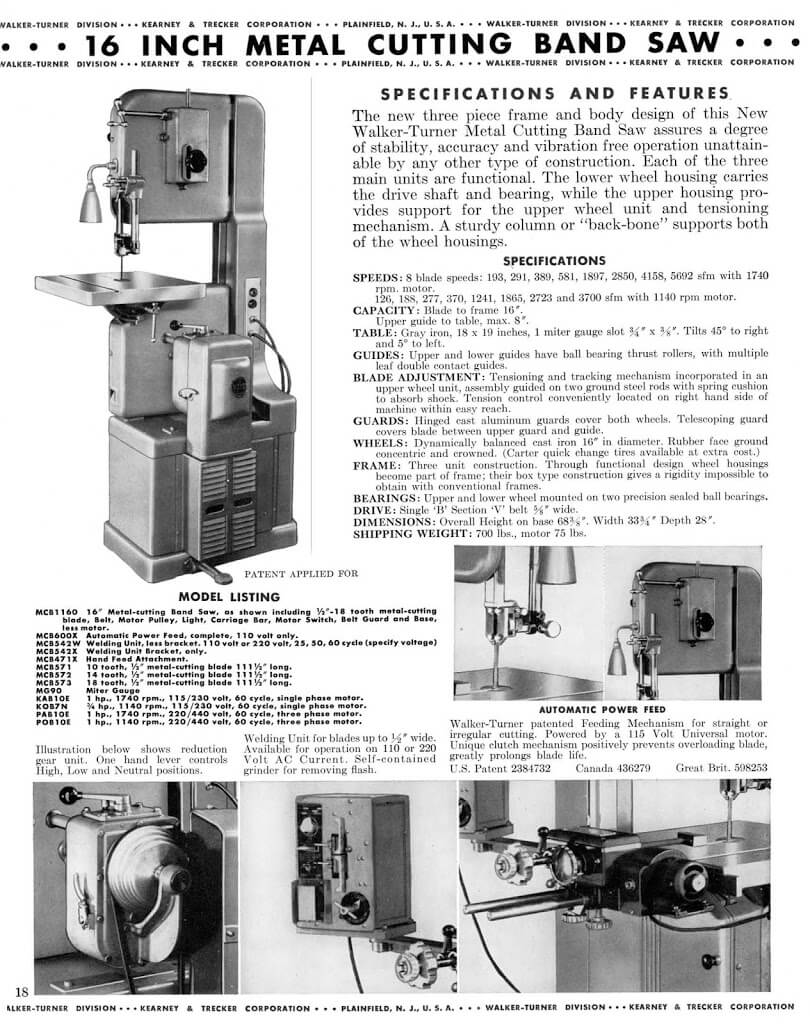
Below are some pictures of a Walker Turner 16″ band saw. The gentleman received the band saw without a manual, and the plastic knob on the upper wheel adjustment assembly was broken. He didn’t know which model his band saw was, because Walker Turner didn’t put the model number on the name plate. It only had the serial number as 52BF4A.
According to this serial number we can tell that this is a Walker Turner 16″ Band Saw is a model MCB1160 that was made in the early 50’s. In 1950 the second letter of the serial number indicated which model it was. The “F” stands for model MCB1160. We have an instructions and parts manual listed below, and as for my recommendation on replacing the handwheel, I recommend using Grizzly. They have lots of handwheels at different sizes that can be modified to fit your machines. Here’s a link to them Grizzly Handwheels.
Original Catalog Listing from 1950:
The MCB1160 band saw originally sold for $447.50 in 1950. That’s the equivalent to $4,431.14 in today’s money.
Instructions and Parts Manual for Walker Turner 16″ MCB1160 Band Saw:
We have the manual which covers this band saw and the MCB1150 & MCB1151 band saws. It’s a pretty good manual for it’s age. It contains the specifications for these band saws included the recommended motor and blade sizes. The manual covers the general operating instructions as well as instructions for adjusting the blades and tension. There are lubricating instructions and explosive view diagrams of all the parts with parts descriptions.
Email us your details with pictures, and we’ll put together the best information we can find. Plus, we can get other readers’ input to help you learn more.
Also, feel free to email us if you want us to share your machine on our site.
Email your information to: info@ozarkwoodworker.com